|
|
LARGE-VOLUME products are almost by definition suited to rotational moulding, and like any other plastics production process, rotomoulding has advantages and disadvantages. The process is particularly suited to large volume products because mould construction costs are lower and the production equipment used due to the lower pressures employed (as opposed to blow or injection moulding) involves a lower capex too. But at the same time, mould residence times are longer and control of heating, cooling and demoulding are more complicated.
Rotationally moulded products are supposed to be stress-free, but this only happens when the moulding is properly cured and cooled. For example, a 5 000 or 10 000 litre water tank can look superb on leaving the mould, but warping and cracking can easily result once out in the African sun if curing and cooling has not been effectively managed.
Temperature within the mould has historically been one of the problems for rotomoulders: excessive temperatures over stress the material, and when temperatures are too low, the material can be under cured.
And then the question is: when is the right time to demould? Too soon and the product is under cured, too late and it's over cured. Either scenario results in a higher risk of the product failing in the field. Permutations of these criteria are what keep rotomoulders guessing, a lot of the time.
Developing a system to effectively control this process has long been a need in the rotomoulding industry and one person who's had a lasting passion to overcome the problem is Gary Lategan of Roto Solutions in Klerksdorp, South Africa. It's one of the few problems Gary has not completely solved yet. He's been involved in the rotomoulding industry for over two decades with Atlas Plastics, during which time he's developed production systems for just about every type of rotomoulding imaginable. Atlas Plastics, which is now run by his brothers Rene and Pierre, manufactures about 2 500 rotomoulded products daily, including tanks, basins, toilets, mining components and a host of other products.
Gary was closely involved in the design and development of many, if not all, of the production systems for these products. Eventually the challenge moved on to another level, which led to the formation in 2004 of Roto Solutions, which was set up across the road from Atlas Plastics in Klerksdorp. Roto Solutions is a R + D company focused on innovation for the rotomoulding industry, its main focus being on temperature control for which the TempLogger™ temperature monitoring and control package was developed, and mould release for which Roto Khulula™ was introduced. The problem of temperature Temperature logging for the rotational moulding industry has been developing over the past six years. Queens University of Belfast, Northern Ireland, a leading research centre for the rotomoulding industry globally, was first off the mark with its Rotolog™ system. The system was functional, but did not fully meet Gary's requirements. What he required was a simple and easy-to-use real-time temperature measurement system giving the ability to effectively manage rotomoulding production in the least time. |
Gary Lategan of Roto Solutions has been involved in rotomoulding for over 20 years |
What he saw was a diagnostic tool to optimize heating and cooling cycles and allow operators to identify faults immediately, thereby reducing rejects and operational delays. So, after a five-year development period reaching fruition in mid-2004, the first version of the TempLogger was introduced in August 2004. The package has evolved constantly since then, with the fourth version just released.
|
|
 |
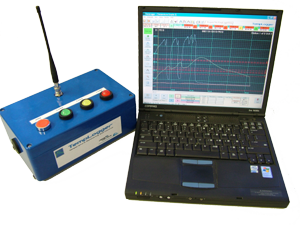
Base unit with TempLogger control station running on laptop |
Insulation box with sender unit shown mounted on a rotomoulding machine arm |
Sender unit cooling |
The system consists of three basic components: a control station on PC or laptop, a base unit and a sender unit. The control station communicates with the base unit that communicates with the sender unit on a wireless basis. Thermocouple sensors are attached to the sender unit to measure oven and internal mould temperatures.It can monitor temperatures over a range of -20°C to 550°C with a variance of just 2°C. Continuous, real-time monitoring of multiple stations recording temperatures by machine, product, date and time is achieved.
The result is: greatly reduced incidence of rejects from over or under cure or due to sticking in mould because of shrinkage.Gary's jovial manner and enthusiasm, plus his liking to do as much as possible in-house (in typical boer maak n plan mode), may have hidden a deeper resolve, but the technical and scientific demands of the development process have brought out a more expansive vision from him. No rotomoulding problem is too much for Gary this man has a serious passion for the process and continuously looking at how to improve the process.Some of the top rotomoulding specialists have trekked out to Klerksdorp in North West province and been amazed by the abilities and scale of control achieved by TempLogger.
The latest version of TempLogger includes recipes and alarm settings to control oven operation and cooling cycles based on internal mould temperatures. Guideline graphs for each product closely track expected temperatures, assisting with moulding operations and cycle times. The system can also be used for R + D while in production or as a standalone monitor.